Digitalizace vačkových hřídelů
Každý uživatel motorového vozidla se někdy zadumá na tím, že i ty nepatrné vačky, které nám uvádějí v činnost ventily motoru, mají svá zajímavá tajemství. Je to mistrovský kousek přesné strojařiny, neboť vše musí v motoru pracovat ve zlomku vteřiny.
Vačky, které jsou demontovány z motorů bývají poškozeny provozem. Opotřebení je hlavně na jednotlivých vačkách. Poškození vzniká většinou v důsledku špatně fungujícího olejového hospodářství motoru. Nejvíce jsou však poškozeny vačky na jejíž plochu dosedá odvalovací rolna, která následně přenáší pohyb na ventily. Převážně pro tyto vačky je nutná oprava přebroušením tzv. restrikce, ale s následkem obroušení celé vačky a snížením zdvihu. Což je nutné dále řešit změnou odvalovací rolny, která bývá často poškozena a to zejména pak její uložení v místě čepu. Tato oprava je možná při splnění podmínek, že tvrdost vačky v místě opotřebí vyhovuje. V opačném případě je nutno řešit opravu jiným způsobem.
Ostatní typy jednotlivých vaček je nutné také zkontrolovat na poškození a opotřebení jednotlivých ploch. Kontrolují se jak vlastní palce vaček tak i uložení vačkové hřídele. Podle stavu se navrhuje oprava a úprava pokud je to technicky možné. Někdy je vačka tak fatálně poškozena, že její oprava není možná. V tomto případě se navrhuje nová vačka nebo výroba z vhodného polotovaru.
Co máme vlastně za vačku?
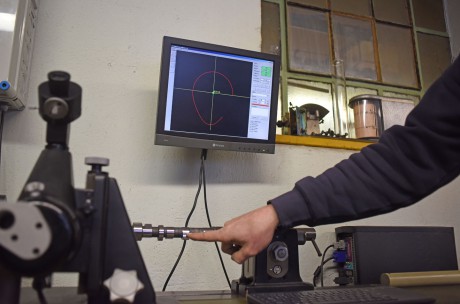
Každý motor má svojí sériovou vačku nebo případně sportovní, kterou výrobce k motorům dodává. V moha případech se vačky ladí a upravují. Vačka bývá většinou označena kódem nebo přímo jsou vypsány jednotlivé uhly. Většinou v pořadí Sací/Výfuková 280/300° apod. Pokud je vačka neoznačená je možné ji samozřejmě změřit za pomoci úhloměru a v základu zjistit skutečnost. V případě, že vačku potřebujete upravit je samozřejmě nutné znát její dokonalý tvar. Pro rychlé a přesné měření tvaru vačky sloužila složitá a technicky náročná zařízeni. S příchodem elektroniky jsme zmodernizovaly původní optickou stolici pro měření vaček, kde jsme schopni během krátkého času naskenovat tvar. Při skenování měříme celou vačku od základové kružnice až po vrchol. Získaná data o vačce pak jsou: zdvih, boční zrychlení, kompletní geometrie a případná poškození jednotlivých vaček.
Popis zařízení:
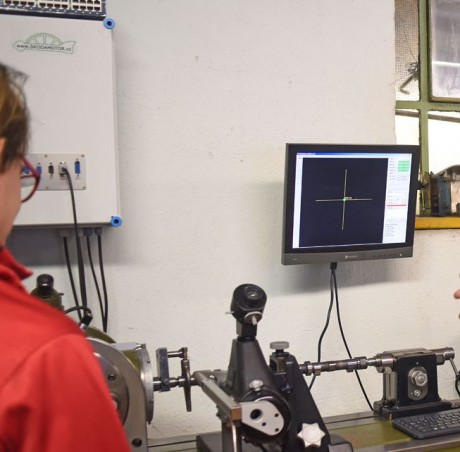
Původní měřící přístroj značky Carl Zeiss, který je masivní litinový odlitek čímž je zachována stabilita a tepelná roztažnost jsme plně digitalizovaly. Původní optický měřící systém je však zachován pro kontrolu a kalibraci přístroje .Před každým měření a hlavně po ustavení vačky se stroj kontroluje a kalibruje zcela digitálně. Vlastní měření jednotlivých vaček řídí pouze počítač a ihned zobrazuje naměřená data. Další zpracování dat probíhá mimo měřící stolici. Řídící systém stroje je český a byl vytvořen na základě požadavků jednotlivých měření vaček.
Naše nabídka pro Vás:
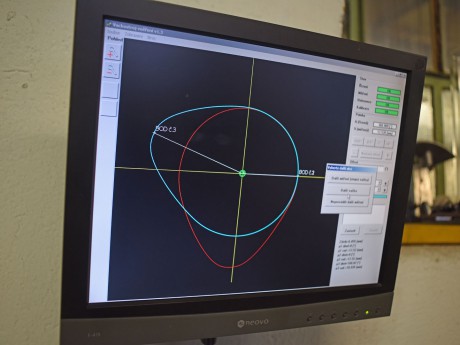
Kompletní digitalizace vaček, měřící protokol jednotlivých vaček v grafickém znázornění na, kterém jsou vidět případná poškození, datový protokol s informacemi o každé vačce. Navrhované řešení pro následnou opravu. Skutečné úhly a časování jednotlivých vaček od výchozího bodu / klín vačky /
Oprava poškozených vaček přebroušením restrikce
Návrh a výroba nových vaček s následnou zkouškou na kapalinovém dynamometru pro ověření skutečných hodnot
Individuální výroba vačkových hřídelů pro sportovní účely
Co vám nabízíme:
Komplexní měření vaší vačky, kde jsou pojmenovány jednotlivé úhly časování včetně měření každého palce vačky. Tvary jsou barevně rozlišeny a digitálně zpracovány s označením tvarových nesouměrnosti nebo opotřebení vačkové hřídele. Vačku je potřeba po předchozí dohodě zaslat k nám do laboratoře, kde provedeme přípravu pro měření, nutností je výroba držáku pro měření každý typ vačky individuální. Mnoho speciálních je již vyrobeno tak nezoufejte s nákladnou výrobou.
Co dostanete měřící protokoly a digitální data skutečných tvarů vaček
Náhledy fotografií ze složky Digitalizace vaček